





防爆封口机用电子恒温控制和自动输送装置,可制作不同形状的塑料薄膜袋,能在各包装流水线上配套使用,其封口长度不受限制;具有连续封口效率高,封口质量可靠,结构合理,操作方便等特点。
江南京防爆封口机专业生产厂家BSF系列防爆自动塑料薄膜连续封口机(以下简称封口机),产品性能执行GB/T 17313-2009《袋成型-充填-封口机通用技术条件》标准的规定,经各项检验合格。其防爆要求是根据
GB3836.1-2010《爆炸性环境 第1部分:设备 通用要求》、
GB3836.2-2010《爆炸性环境 第2部分:由隔爆外壳“d”保护的设备》、
GB3836.4-2010《爆炸性环境 第4部分:由本质安全型“i”保护的设备 》
GB3836.9-2006《爆炸性气体环境用电气设备 第9部分:浇封型“m”》
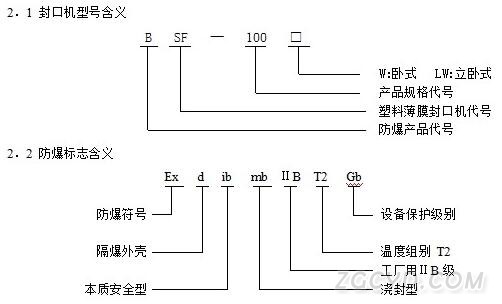
的规定将封口机制成防爆结构,经国家授权的质量监督检验部门检验合格,其防爆标志为ExdibmbⅡBT4 Gb 。
南京防爆封口机专业生产厂家
一、防爆封口机正常工作条件
1 大气压力 80~110KPa;
2 环境温度:-20~40℃;
3 相对湿度:≤95%(+25℃) ;
4 无剧烈振动、冲击与颠簸;
5 无灰尘和水浸袭的清洁环境中;
6 环境空气中不含有腐蚀性气体;
7 存在ⅡA、ⅡB级T1~T2组别的可燃性气体、蒸汽与空气形成的爆炸性气体混合物1区或2区危险场所。
二、同恩防爆封口机型式及技术参数
|
南京防爆封口机专业生产厂家 |
||
|
品牌 |
同恩 |
同恩 |
|
型号 |
BSF-100W |
BSF-100LW |
|
额定电压 |
220 V |
|
|
额定频率 |
50 Hz |
|
|
额定功率 |
500 W |
|
|
封口速度 |
0-16 M/分(可调) |
|
|
封口宽度 |
5-14 mm(可调) |
|
|
封口长度 |
不限 |
|
|
温度范围 |
0-300 ℃(可调) |
|
|
印字字数 |
39个 ≤ |
|
|
计数 |
四位数 |
|
|
外形尺寸 |
850×420×320mm |
850×320×550mm |
|
重量 |
30Kg |
35 Kg |
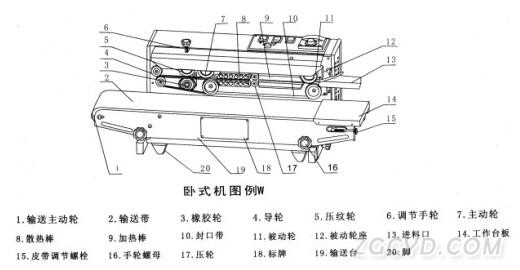
三、防爆封口机结构工作原理
四、防爆封口机一般按包装材料的力学性能,它可分以下二类:
柔性容器封口
柔性容器是用柔性材料,如纸张、塑料薄膜和复合薄膜等制作的袋类容器。这类容器的封口多与制袋、充填构成联合机,很少独立使用,由于材料不同,其封口装置也不一样。
①纸袋封口装置:对纸类材料,一般采用在封口处涂刷粘合剂,再施以机械压力封口。
②塑料薄膜袋及复合材料薄膜袋封口装置:用具有良好的热塑性塑料制作的塑料袋或复合袋,一般采用在封口处直接加热并施以机械压力,使封口熔合。
③口杯类容器封口装置.例如:常见的豆浆杯,奶茶杯等.通过加热使杯沿和膜粘合,使容器密封.
全自动填充封口机
主要用于对塑料杯、塑料盒以及塑料瓶的填料,相应材料复合膜封口制品的生产。如果冻、果汁、牛奶、酸奶、饮料、快餐食品等物料的填充及封口。可适应于不同粘度的液、浆的充填物,可适应不同形状,容量的包装容器。
五、防爆封口机使用方法
1、使用前须进行下列各项检查,如不符合要求,则不准投入使用
a.封口机具有防爆标志和防爆合格证编号,并与封口机的使用场所要求一致。
b.封口机用隔爆外壳各零部件联接正确、紧固可靠。
c.封口机所有防爆零部件应无裂纹和影响防爆性能的缺陷。
d.封口机应接地可靠。
e.检查封口机电源电压,及环境条件是否与铭牌上要求一致。
f.封口机安装地点应避开油烟,热幅射,潮湿等不良环境的影响。
g. 封口机应按国家标准GB3836.15的规定进行安装布线。
2、开机前准备
a. 初次使用或使用间隔过长时,电热元件将会受潮,应进行数分钟低温预热后,即可进行正常操作。
b. 调整输送台高度及前后位置,使其适合所需封口袋的外形尺寸水平。
c. 根据封口宽度要求,调整好进料口调节靠位的位置。
d. 根据所封材料厚度,调整好上下烫头棒,上下散热棒之间的间隙(即封口带之间间隙)。
3、开机操作
a. 接通电源,指示灯亮同时各带轮同步运转。
b. 微调调节手轮,使压纹轮(印字轮)旋转、并调整到适当的压力。
c. 接通加热开关,电子温度温控仪的绿灯即亮,按包装袋的材料性质和厚薄调节温控仪至所需温度,在室温为20℃时,一般按下列数字调整温调(仅供参考)。
聚乙烯 150~160℃
聚丙烯 170~180℃
聚烯烃复合 180~190℃
由于速度可调,这就增加了调温的灵活性。
加热片刻,温控仪红灯亮,表示已达到所需的调节温度,即可用预定的包装袋进行试封,视封口情况而定是否调整温度,速度和压纹轮(印字轮)的压力,使之达到理想的封口质量,之后即可进行连续封口作业。
d. 包装袋封口处应对口放平,将封口边靠进料口处送入,当封口处被封口带咬合时即可自动向前行进,此时不要任意推动或阻挡,也不要用力推入或拉出,否则会造成封口不匀或故障。
4、压纹轮(印字轮)安装、更换方法
4.1 取下护罩板,旋松调节手轮。
4.2 取下上下引导带,选下压纹轮轴中紧固螺钉。
4.3 将摇头座向上提起,使压纹轮与橡皮轮脱离开,用手拉出压纹轮,即可装上压纹轮(印字轮)或更换压纹轮(印字轮)后装上。
4.4 装上拆下的零件,调节好压纹轮(印字轮)压力,即可开机试车。
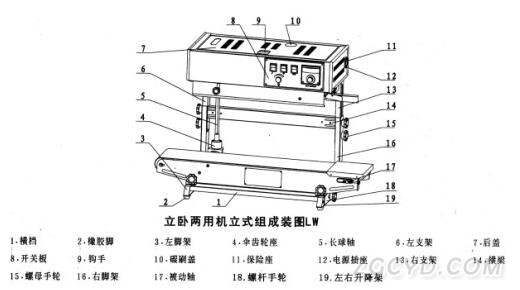
5、卧式更换立式方法(仅适用于立卧式两用机)
5.1 将左右脚架与二根横档用M4螺丝固装,左右脚凹面向内方向,横担凹面向下方向。
5.2 先旋松输送台进出手轮螺母,拉出输送台,再取下该手轮螺母及紧固左右升降架螺丝,然后取下输送台。
5.3 将输送台装在左右脚架上,旋紧螺杆手轮。
5.4 取下卧式短球轴,装上立式长球轴与伞齿轮座。
5.5 将长球轴套入机身孔内,左右支架同时套入左右脚架中,装上并旋紧螺母手轮,将封口机竖起放置,即可立式封口。
六、防爆封口机保养和调整:
1、转动过程中,发出丝丝声,原因可能是缺油,应采取下列措施:
(1)在齿轮和轴承处加润滑脂。
(2)在无声链、导向板左右入口处,注入优质缝纫机油一滴即可。
(3)用油布轻轻擦链条。注意过多地注油可能会引起坏结果。
2、在封口时发生停袋,或封口成斜袋,原因是热垫圈的间隙未调整好,可采取下列措施
(1)调整热垫圈位置,先松开八只热垫圈间隙调整螺钉,按图1所指箭头方向,调整到所需间隙尺寸,拧紧螺钉后方可使用。
(2)热垫圈的适当位置:
入口处为3mm左右,出口处为lmm左右。
3、无声链和封印滚子的调整:
(1)无声链的松紧,靠调整螺钉调整,可按箭头方向移动,上松下紧,但不宜调整得太紧。
(2)封口槽形的深浅,主要决定于封印滚子的压力大小,如封印滚子的压力太弱,则封口槽形较浅,可调整顶紧螺钉向右旋紧,压紧顶柱,缩紧弹簧,以增加封印滚子的压力:
如封印滚子太紧,则应向左拧松顶紧螺钉,使封印滚子松开。
(3)如按以上方法,仍未达到封口深度要求时,应调整螺套位置,先松开螺母,转动螺套,达到需要的位置后,再固定螺母。







